| Número do anúncio | 2023633 |
|---|---|
| Data do anúncio | 6 Outubro 2020 |
| Tamanho | 3.520 HECT |
| Situação atual | Está sendo utilizado |
| Produz na sua terra própria | Sim |
| Banco Financia? | Sim |
| Anunciante | Corretor |
| Aceita permuta | Não |
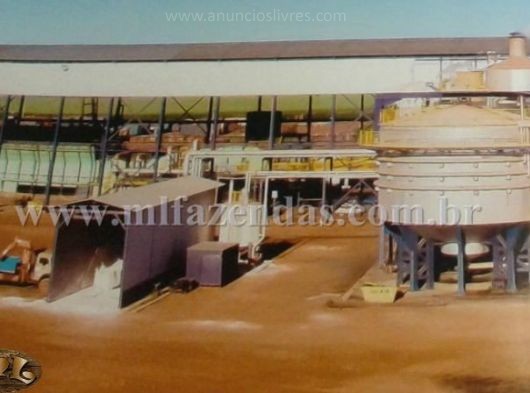
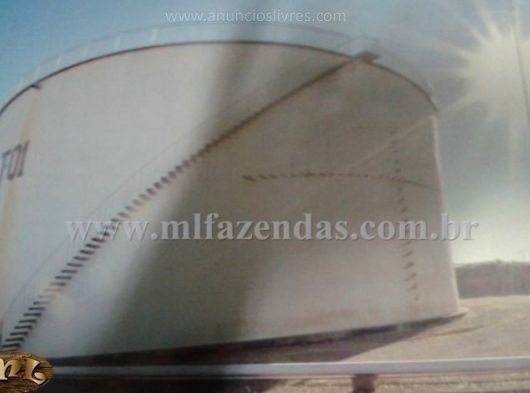
| 3.520 hect (727 alqueirão) Capacidade nominal de moagem: 130 ton/h Balança de pesagem para 120 toneladas – Toledo Barracão da Moenda: Um guincho hillo para 40 toneladas Uma ponte rolante de 15 toneladas com controle via radio frequência Mesa alimentadora 45° com monitoramento Uma peneira rotativa de 300m³ 4 ternos de moenda 30x48 com acionamento único Preparo de cana 54” Tres turbinas de 21 kg de pressão Automação no preparo e acionamento de motores Sistema de monitoramento donellis via circuito fechado Sistema de alimentação semiautomático Intertravamento a nível elétrico e automático das esteiras Tratamento de caldo: é composto por um decantador de 500 m³ com isolamento; sistema automático de dosagem de polímero e controle de pH; controle automático de retirada de lodo; três aquecedores de 250 m² de área com controle automático de vapor; sistema de preparo de cal, dois regeneradores caldo/caldo, duas caixas de preparo de polímero de 3m³ cada, três peneiras estáticas para retenção de bagacilho, dois trocadores de calor de mosto, Alfa Laval, modelo MX 25 BFMS, volume 447,8 litros. Dois filtros rotativos (10x20)” para moagem de 100 ton de cana hora/h cada um; um medidor de vazão de caldo misto, caldo clarificado, água de imbebição, lodo, vinho a destilar, vinho a centrifugar e água bruta. Uma caixa de lodo de equalização e mistura de bagacilho. Fermentação: Sete dornas de 450 m³ cada,s endo uma volante; cada dorna possui um trocador de calor modelo T20 MFM Alfa Laval, volume 385 litros com sistema automático de injeção de anti-espumante; todas as dornas são fechadas e com sistema de recuperação de gases, controle automático de temperatura, Três cubas de 120 m³ cada, três centrifugas Alfa Laval de 95 m³/h, sistema de dosagem de acido sulfúrico é composto de três tanques de aço inox de 250 litros de capacidade, localizados em cima das cubas e um tanque de estoque em aço carbono com capacidade de 10.000 litros localizado no piso e com bacia de contenção. Destilaria: Um aparelho de álcool hidratado com capacidade nominal de 400 m³ por dia; controle automático de produção a distancia, um aparelho de álcool anidro com capacidade de 200 m³ por dia, um densimetro marca Metroval para controle da coluna de destilação. Um densimetro marca Dwyller para controle da coluna de anidro, sete condensadores para resfriamento, um tocador tubular para aquecimento de vinho, um decantador de ciclo com capacidade de 10 m³, dois medidores de vazão para controle de produção, dois medidores de vazão após tanque medidor, Um trocador regenerador (água/álcool a desidratar). Tancagem: quatro tanques medidores de produção de álcool de 23 m³, dois tanques para óleo fúsel, sendo um para estoque e outro para lavagem do óleo capacidade 23 e 30 m³. um tanque de ciclo com capacidade de 30 m³ e dois tanques de 10.000 m³ para estoque de álcool. Tratamento de Água: Estação de tratamento de água compacta com capacidade de 150 m³/h. O sistema é composto por fios dois floco decantadores e um filtro de areia. Um medidor de vazão na entrada do floco decantador; três caixas para dosagem de produtos químicos com bomba dosadora, um tanque spray para resfriamento das águas. Caldeira: Uma caldeira com capacidade de produção de 120 toneladas de vapor por hora; controle operacional automatizado a três elementos, incluindo esteira de retorno de bagaço, sistema de lavagem de gases completo; sistema de dosagem de produtos químicos com quatro tanques de polietileno, capacidade 250 litros, dotados de bombas dosadoras individuais, consumo de vapor em torno de 65 ton/h, produção de bagaço 35 ton/h, produção de bagaço 35 ton/h, sobra de bagaço em torno de 6 ton/h. Geração de energia: dois geradores de 1750 KVA cada, marca Mausa, Vinhaça: Um tanque de 12.000 m³ para contenção de vinhaça, impermeabilizado, a vinhaça é encaminhada por meio de tubulações ate os reservatórios de distribuição e destruída através de conjunto moto bomba, fornecimento de energia e rede elétrica própria, 15 km de rede. Águas residuáreas: três células de decantação de águas, um tanque de decantação de águas de lavagem de cinzas da caldeira, uma peneira rotativa para separação das cinzas. Automação: Grau de automação geral da usina – 75% Segurança: Esta de acordo com as normas exigidas pelo Ministério do Trabalho, sistema completo de combate de incêndio, NR 13 para caldeira e vasos de pressão, NR 10 eletrica, espaço confinado, CIPA. Laboratório: Um sacarimetro Shimit, dois refratômetros Atago, um densimetro Antor paar, Um espectro fotômetro digital Fento, Tres pHametros Digimed, Dois condutivimetros Digimed, Um microscópio Nikon, Uma balança analítica Toledo, Duas balanças semi analíticas Toledo, uma estufa Spencer Tecnal, uma autoclave Phoenix, uma estufa bacteriológica Tecnal, uma estufa de secagem Tecnal, uma mufla EBG equipamentos, Um digestor com resfriamento Tecnal, um agitador magnético Tecnal, Uma capela de exaustão Permution, um osmose reversa Tecnal , uma centrifuga Fannem, uma prensa hidráulica Hidraseme, um agitador mecânico Tecnal, uma forageira Jumil, uma betoneira Irbi, Um open cell Tecnal. Coleta de Amostra: as amostras de caldo são coletadas de duas em duas horas (controle de produção). Amostra de bagaço é coletada continuamente através de pistão e analisadas de quatro em quatro horas (verificar perdas de açúcar no bagaço); analise de torta é coletada e analisada de quatro em quatro horas (verificar perdas na torta); vinhaça é coletada continuamente e analisadas de duas em duas horas (verificar perdas de álcool na vinhaça). GI das dornas de quatro em quatro horas (controlar fermentação), perdas nas centrifugas de duas em duas horas (evitar perdas de fermento), cubas de quatro em quatro horas (controle de fermentação), analise de perdas (água de lavagem de cana, trocadores de calor, condensado ARRT e canaletas) uma vez por dia (mensurar e diminuir as perdas), água da caldeira uma vez por dia (verificar a qualidade da água da caldeira), o objetivo principal das analises é procurar diminuir as perdas para aumentar a eficiência da usina. A eficiência industrial da usina na safra 09/10 foi de 82%. Extração – 94%, destilaria e fermentação 90%. Trat. De Caldo – 99%, lavagem de cana e indet. – 98%. O calculo da eficiência é feito pelo balanço de ART, ou seja, ART recuperado pelo ART entrado. Culturão, terra roxa Com pivô Frente para o asfalto |

Data de cadastro:
1 Outubro 2020, 16:36
Data de inscrição: 1 Outubro 2020
Visualize mais os anúncios da loja



































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}